

We offer high quality formulation, mixing process, filling process, packing process, promo bundling services.
We create customized products/services for the following product types:
All of our packaging machines answer the market requirements for more flexibility in packaging designs.
Produced by reliable manufactures, these packaging machines ensure that the performance of our products is in compliance with the food and beverage requirements.
Available sizes are :
These machines have fully-integrated system from bag making, filling, sealing until package cutting, for high performance and reliability at low investment and operating costs, which feature :



To respond the changing in consumers’ demands for liquid products, we have expanded our business activities into liquid milk and beverages products.
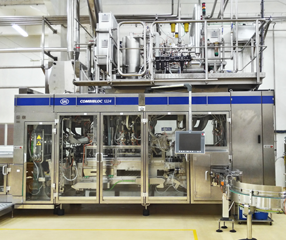
Our facility, equipped with a UHT plant supplied by GEA Process Engineering, has been operating for commercial productions since 2016.
Type of liquid product :
Ultra High Temperature (UHT)
UHT (Ultra High Temperature) is a heat treatment process which is used for liquid products to achieve a continuously produced aseptic product with a long shelf life.
An advantage of UHT products such as chocolate milk and lactose-free milk is that they can be stored and transported without cooling.
Packaging
We provide the best for your products. Our packaging machine, supplied by SIG Combibloc, is a great choice in carton packs. Beverages are perfectly protected and their high quality is retained. The available volume sizes are 80 ml-200 ml.


Our liquid nutrition plant is designed to produce high-quality food and beverage products with an elevated level of sterility, making it ideal for sensitive nutritional applications. We focus on maintaining product integrity, safety, and consistency to meet stringent industry standards and consumer expectations
The process begins with precise wet mixing to ensure homogeneous blending of liquid ingredients, followed by advanced homogenization to achieve stable and uniform product structure. The product is then filled using a rotary filler system, enabling efficient, high-speed, and hygienic packaging under controlled conditions.
To ensure maximum safety and shelf stability, the facility utilizes a retort sterilization system with hot water immersion, supported by a reserve tank for HTST sterilization. This integrated approach guarantees thorough microbial control, delivering products with superior safety, extended shelf life, and reliable quality in every package.



Our cereal manufacturing plant produces high-quality breakfast cereals for general consumers and specialized nutritional cereals formulated for toddlers above one year. We prioritize consistent product quality, balanced nutrition, and appealing texture to meet both everyday consumption needs and sensitive dietary requirements.
The production process is engineered for precision and efficiency, starting with a ribbon mixer to ensure uniform ingredient blending, followed by a twin-screw extruder that shapes and cooks the cereal under controlled conditions. The product then passes through a pre-dryer and cooler, flavour drum coating for even seasoning application, and a final drying and cooling stage to achieve optimal moisture content and crispness.
To guarantee product safety and packaging accuracy, our facility is equipped with high-speed filling machines integrated with multihead weighers for precise portioning. Each package undergoes strict quality control using metal detectors and X-ray inspection systems, ensuring that every product delivered meets the highest safety and quality standards.



Testing laboratory is an essential element in the delivery of co-manufacturing services. We use laboratory tests to assist in controlling, monitoring and evaluation the quality of our products service.
Our laboratory services include :
Our laboratory analysis include :

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}